Pt. 1: Making A Custom Sport Classic Seat
/A client came to me recently with a 2016 Ducati SC100 looking to transform it's appearance on a tight budget. In my opinion, one of the best bang-for-the-buck transformation pieces is a custom seat. We decided to look at redesigning what was on there while retaining subframe mounts and tabs so that the bike could be brought back to stock relatively easy. I'll go through my entire process over a few blog posts to help anyone else trying to tackle something similar.
As with all my custom work, it started out in 2D. I like to create a design plan before touching a bike. I find it helps make execution much more straight forward. Here were the different iterations we discussed.
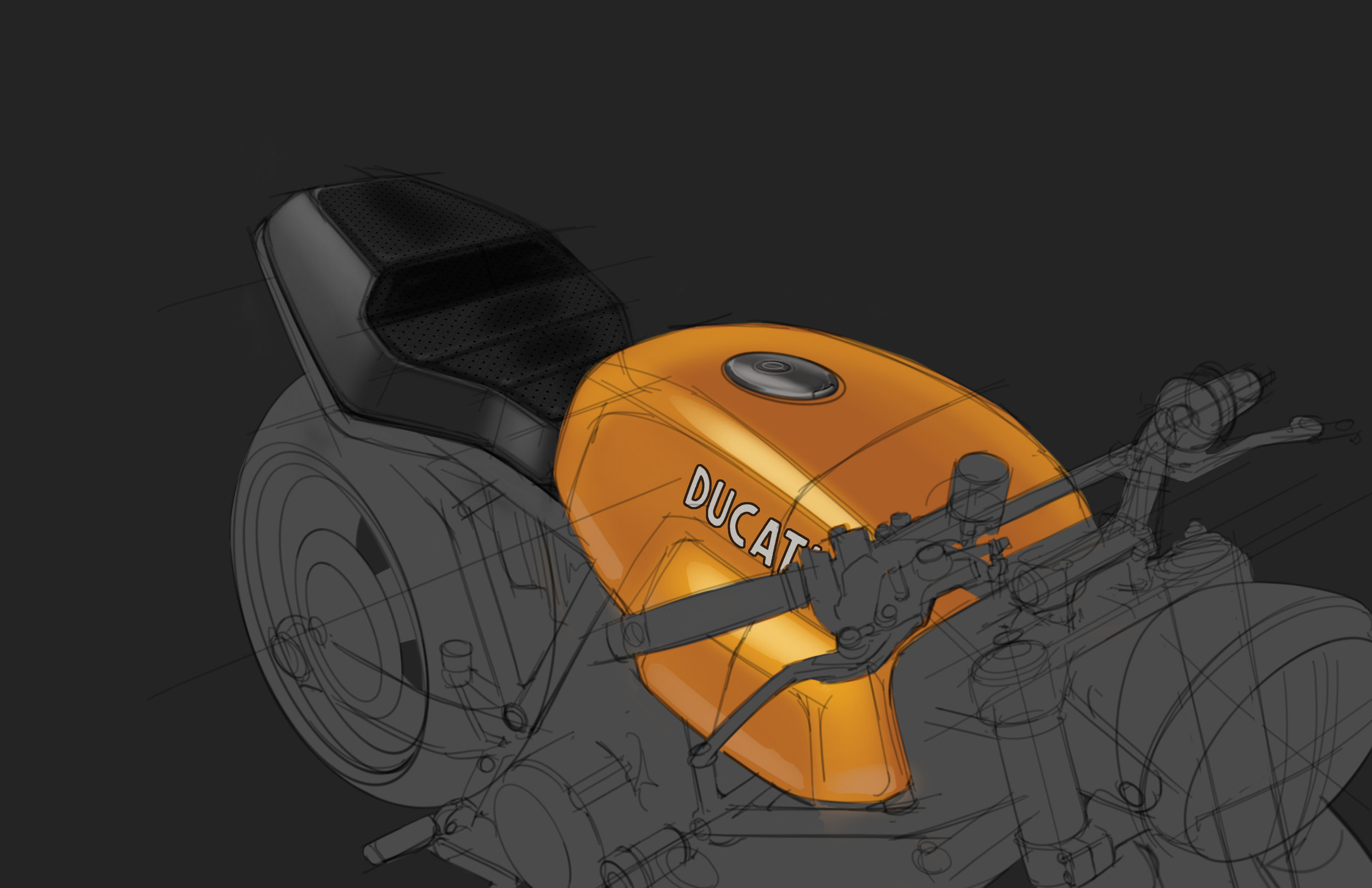
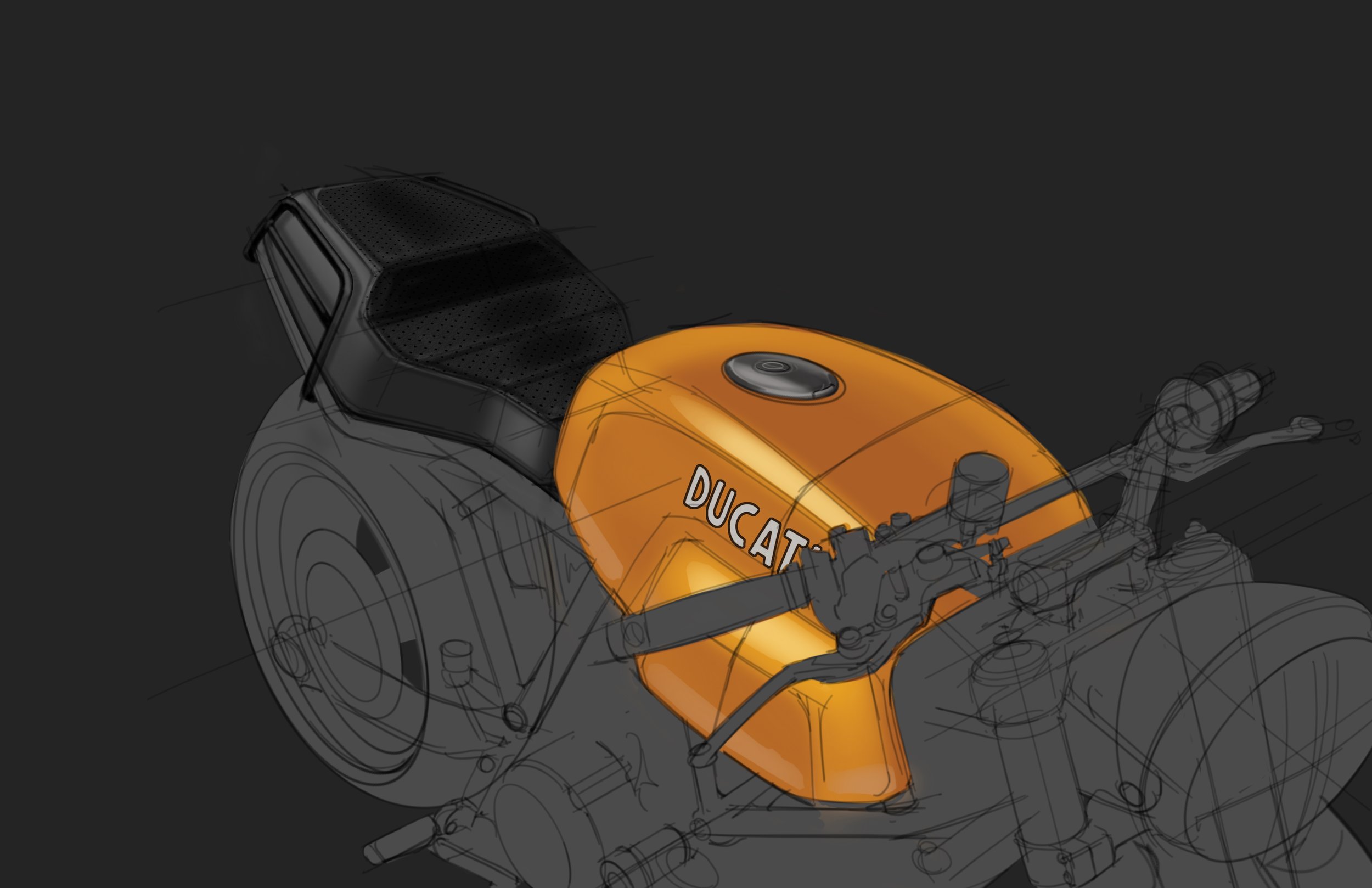
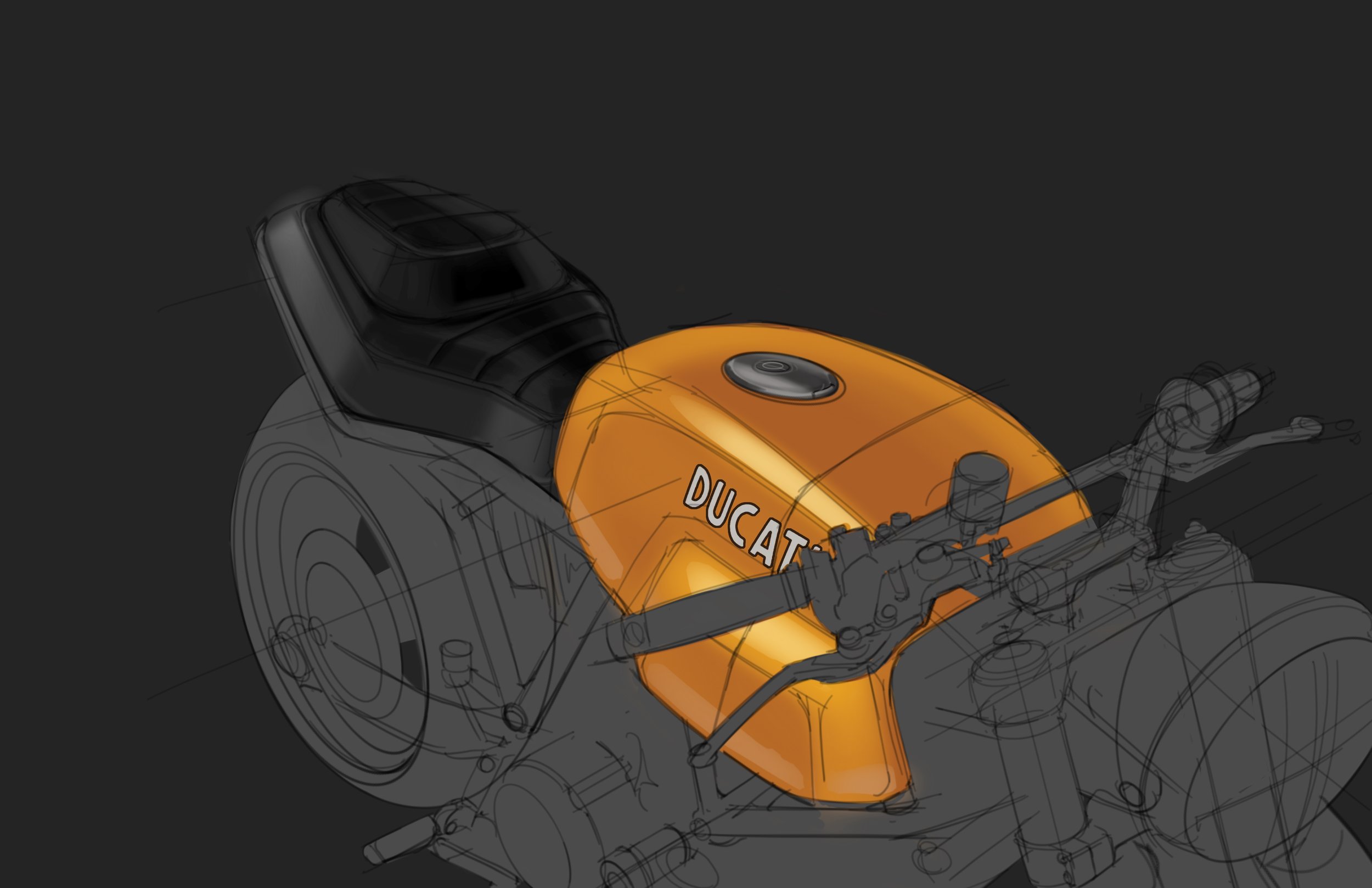
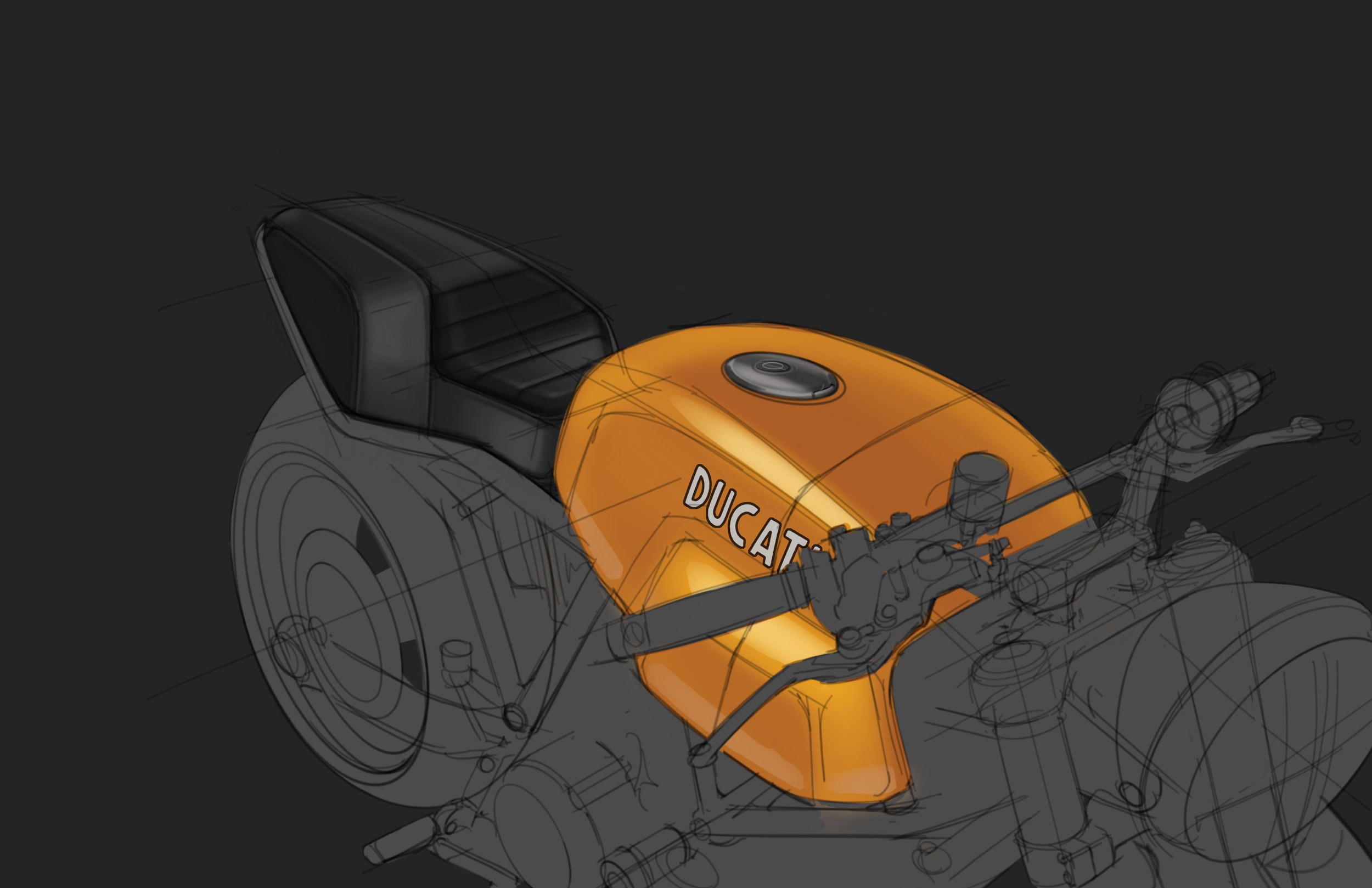
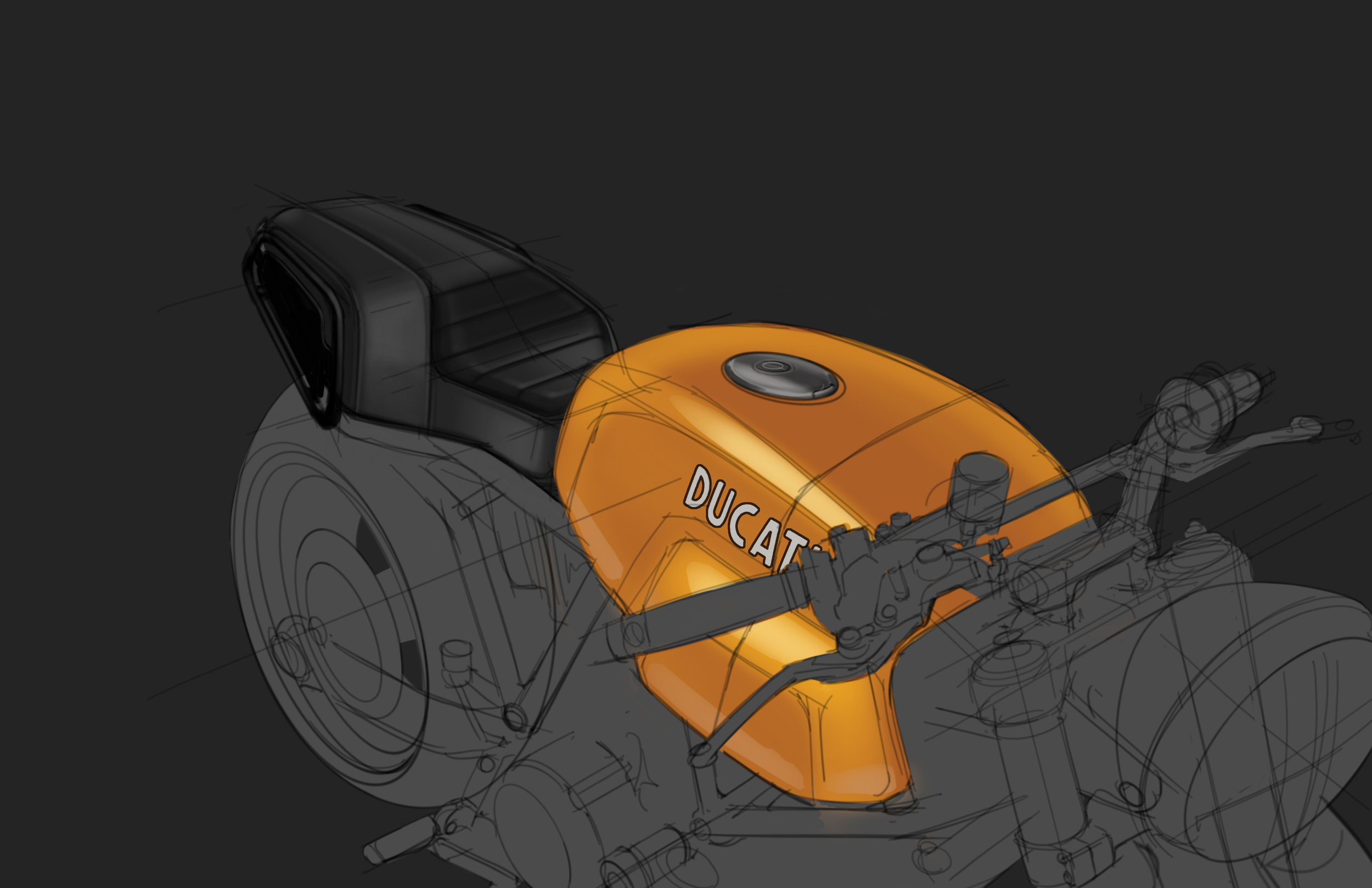
The 2nd to last concept was chosen. The idea was that it's shape would mimic the trapezoidal protrusions on the side of the SC tank. My goal was to reveal the subframe rails and also narrow up the seat width. These things have absurdly wide seats that look like they were grafted in from a Roadking. Here's a rendering of the complete bike with a few other mods we were tackling; Scrambler fenders and low rise MX bars.

I was hoping I could get away with simply pulling off the cowl, cover and foam, laying down my own foam and reusing the stock seat pan. It turned out to not be that straight forward. The seat pan was wider and taller than the design called for so I began trimming and sectioning the plastic.



The goal soon became "try to at least save the mounting bits."




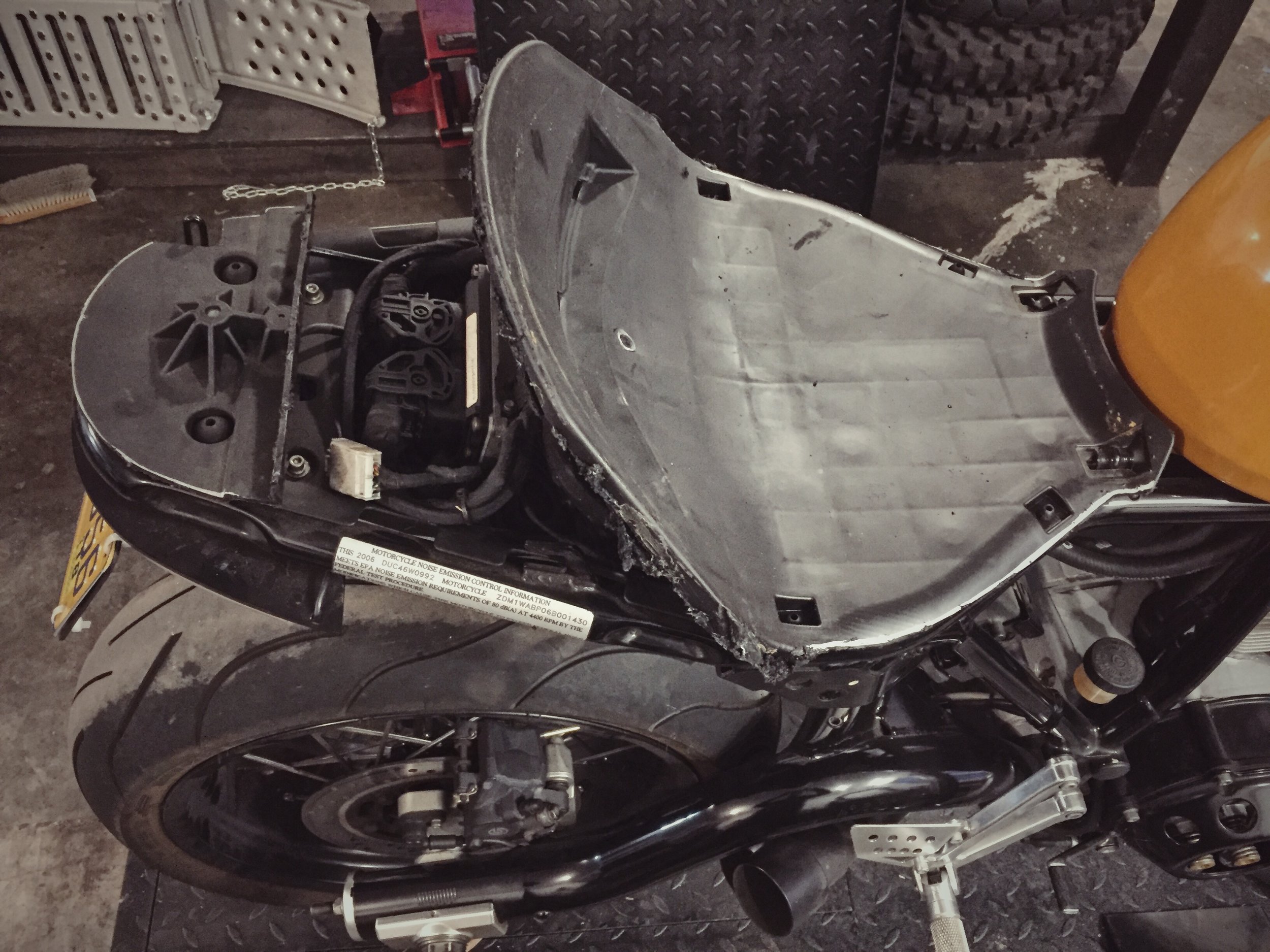

And the hackery has concluded. I was able to salvage all rubber mounting, the front hook system and the rear release latch. Next time - grafting the pieces back together.